
O noua generatie de inalta performanta a masinilor de erodat prin electroeroziune cu electrod masiv, Noviform Smart ZNC cu comanda numerica si proiectate cu circuite cu uzura scazute, promite sa ofere o alternativa evolutionara la electroeroziunea conventionala si sa aduca mai aproape cea mai noua tehnologie EDM.

Un adevarat performer:
Seria Noviform Smart a fost proiectata pentru procesele de erodare a cavitatilor mici si medii, care totusi necesita o mare precizie. Si asta este exact ceea ce ofera: fiabila, puternica si o permanenta acuratete. Seria Smart are un acces facil si este cea mai eficienta masina de pe piata.
Conceptul Seriei Smart este testat in timp si se bazeaza pe tehnologia bine dovedita a predecesorilor sai. O turnare extrem de rigida, combinata cu ghidaje de contact masive impiedica vibratiile si asigura o stabilitate perfecta.

Probabil cea mai putin complicata masina EDM disponibila pe piata!
La o singura privire, operatorul masinii are o vedere de ansamblu completa a intregului proces de prelucrare. De la afisare pozitiei electrodului pe afisorul de cote pe 3 axe pana la parametrii de prelucrare specifici, toate sunt setate simplu cu cateva apasari de taste.
Numai intrari:
- Directia de prelucrare (sus/jos)
- Tipul electrodului si materialul de prelucrat
- Dimensiune electrod
- Rata de uzura a electrodului
- Varf curent
- Grosimea de prelucrare
Parametrii optimi de prelucrare vor fi setati automat de microprocesorul cu logica fuzzy.
| MODEL | NOVIFORM 250S | NOVIFORM 300S | NOVIFORM 350S | |
| Curse X,Y | (mm) | 250x200 | 300x200 | 350x250 |
| Dimensiunile mesei de lucru | (mm) | 450x280 | 500x300 | 630x350 |
| Cursa ax de lucru - axa Z | (mm) | 200 | 200 | 200 |
| Cursa cap de lucru | (mm) | - | - | 200 |
| Distanta de la placa de conectare electrod la masa | (mm) | 350 - 550 | 360 - 560 | 250 - 650 |
| Distanta de port electrod la masa – atunci cand capul de orbitare este instalat (optional, | mm) | 250 - 450 | 260 – 460 | 150 – 550 |
| Greutatea maxima electrod | (kg) | 25 | 25 | 25 |
| Greutatea maxima admisa pe masa | (kg) | 200 | 300 | 300 |
| Dimensiuni exterioare bazin de lucru | (mm) | 1010x570x280 | 1060x605x320 | 1135x640x380 |
| Dimensiuni interioare bazin de lucru | (mm) | 790x495x280 | 835x550x320 | 885x570x380 |
| Dimesiuni masina | (mm) | 1320x1100x2050 | 1320x1150x2060 | 1335x1210x2080 |
| Dimesiuni bazin de ulei | (mm) | 1220x1000x450 | 1220x1000x450 | 1355x1000x450 |
| Greutate | (kg) | 1080 kg | 1160 kg | 1240 kg |
| Specificatii Dulap Electric | ECO-40AMP | ECO-40AMP | ECO-40AMP | |
| Curent maxim de lucrut | (A) | 40 | 40 | 40 |
| Viteza maxima de prelucrare otel | (mm/min) | 220 | 220 | 220 |
| Viteza maxima de prelucrare | (mm/min) | 400 | 400 | 400 |
| Consum minim al electrodului | % | < 0.2 % | < 0.2 % | < 0.2 % |
| Rugozitatea optima | (µm) | Ra<0.8 | Ra<0.8 | Ra<0.8 |
| Puterea maxima consumata | (kW) | 4,5 | 4,5 | 4,5 |
Split Design
Controller in separate cabinet
| MODEL | NOVIFORM 450S | NOVIFORM 500S | NOVIFORM 700S | |
|---|---|---|---|---|
| Structure | Split Design | Split Design | Split Design | |
| X,Y travel | mm | 450x350 | 500x400 | 700x600 |
| Working table size | mm | 700x450 | 800x500 | 1200x700 |
| Spindle travel – Z | mm | 250 | 250 | 300 |
| Spindle Head travel | 250 | 250 | 300 | |
| Electrode connect platen to work-table | mm | 250 - 600 | 260 - 650 | 400 - 1000 |
| Electrode platen to work-table with Orbital Head | mm | 150 - 500 | 160 - 550 | 300 - 900 |
| Max. loading of spindle | kg | 75 | 100 | 100 |
| Max. loading of worktable | kg | 700 | 1000 | 2000 |
| Work tank internal size | mm | 1180x620x450 | 1255x705x480 | 1940x1050x600 |
| Machine dimensions | mm | |||
| Oil tank size | mm | |||
| Weight | kg | 1720 | 1940 | 3560 |
| Electric cabinet parameter and specification | Ampère | ECO-40/80/100AMP | ECO-40/80/100AMP | ECO-40/80/100AMP |
| Max processing current | A | 40 - opt 80 or 100 | 40 - opt 80 or 100 | 40 - opt 80 or 100 |
| Processing speed in steel | mm³/min | 220/510/600 | 220/510/600 | 220/510/600 |
| Min electrode consumption | % | ≤0.2% | ≤0.2% | ≤0.2% |
| Best roughness | µm | Ra<0.8 | Ra<0.8 | Ra<0.8 |
| Max power consumption | kW | 4.5 / 7.5 /12.5 | 4.5 / 7.5 /12.5 | 4.5 / 7.5 /12.5 |
Aceasta masina de nivel entry ofera rezultate de inalta precizie si majoritatea operatorilor pot fi instruiti cu suscces pentru a incepe eroziunea in mai putin de O ora.
ZNC cu panou de comanda usor de operat
■ Modificarea automata a parametrilor: Eroziune rapida pentru terminarea eroziunii.
■ Furnizarea de pulsuri de putere egale: Atunci cand dimensiunea electrodului este adancimea de eroziune este mare calculatorul poate calcula parametrii specifici de eroziune pentru acuratete sau pentru viteza.
■ Protectie la ARC voltaic si scurtcircuit: Monitorizare automata a procesului de eroziune, atunci cand apare un arc voltaic sau scurtcircuit, generatorul va detecta diferența de semnal de feedback si va ajusta frecventa de eroziune.
■ Protectie impotriva accidentelor: Sistemul automat de detectie foc, Protectia la ARC voltaic si detectarea nivelului uleiului asigura sistemul de securitate. Auto Fire detection system, ARC Protection and Oil Level Detection provide safety security system.
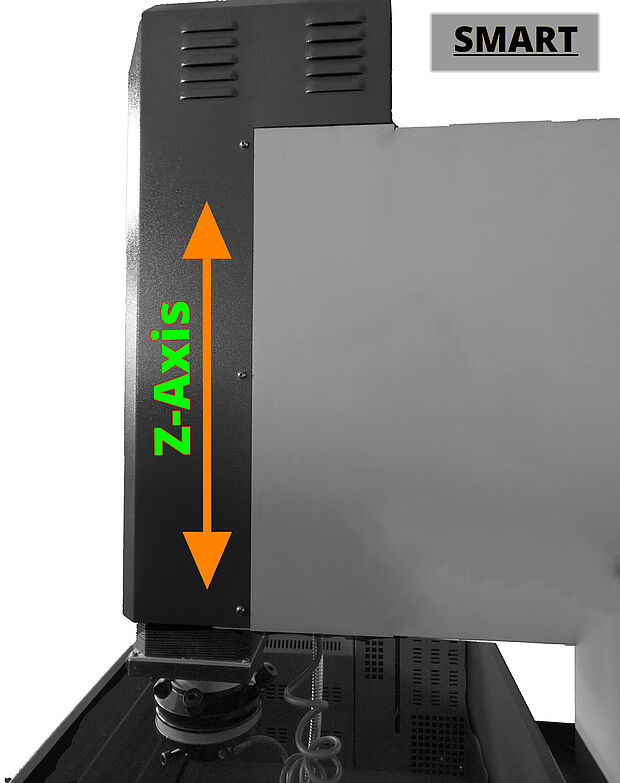
SMART- Series
One Zaxis
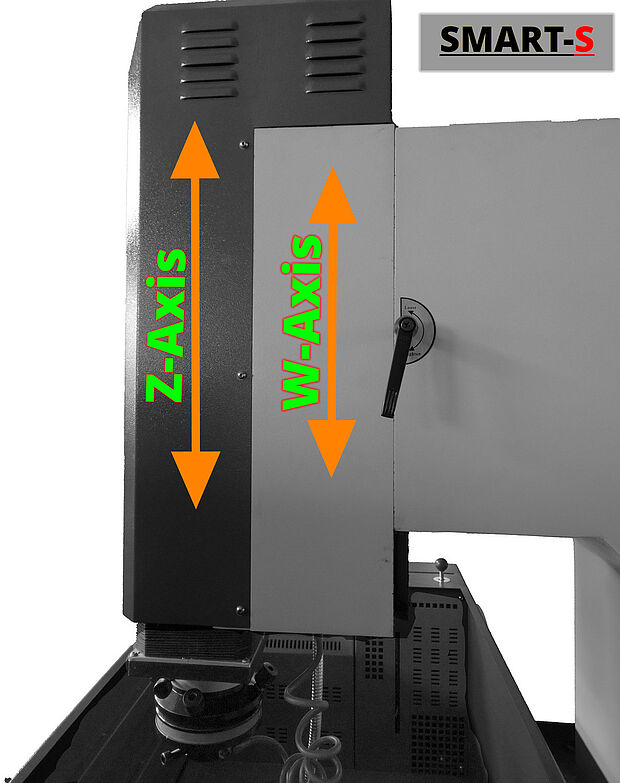
SMART-S Series
One Z-axis and One W-axis
Double length Z-axis stroke
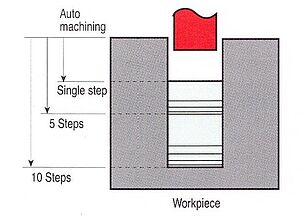
Programare usoara a miscarii axei Z
De la un singur pas pana la 10 pasi programabili
Fiecare pas poate contine diferiti parametri de prelucrare.
Parametrii de prelucrare pot fi modificați în orice moment în timpul lucrului, fara a afecta programul stocat.
Dupa ce introduse datele de mai sus, masina se va seta automat si va efectua automat prelucrarea.
Aceasta va schimba setarea daca intampina conditii slabe de erodare si va reveni dupa ce acestea sunt sterse.
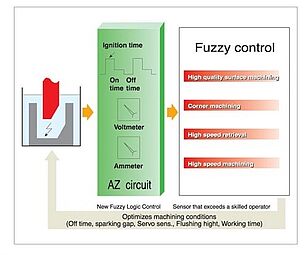
Sistemul de control cu logica fuzzy de a treia generatie
[Translate to Română:]
Masinile de prelucrat prin electroerzonile Novick EDMs folosec logica fuzzy in procesul de erozimare si in care trebuie doar sa se introduca tipul materialului electrodului si a piesei de lucru, curentul maxim, curentul minim si apoi controlerul stabileste automat toti parametrii de prelucrare de la inceput pana la final. Această caracteristică oferă viteză, precizie, finisare pe piesă și uzură minimă a electrodului.
Sistemul de control cu logica fuzzy este o forma de control adaptiv care monitorizeaza cei mai importanti parametri de prelucrare. Daca masina intampina o problema in timpul prelucrarii, parametrii de functionare asunt ajustati automat pana cand problema dispare si apoi comanda masinii va reveni la setarile initiale.
Utilizand acest nou sistem de control cu logica fuzzy, marea majoritate a utilizatorilor au sesizat imbunatatiri majore a timpului de prelucrare, a calitatii de suprafata, in special cand se prelucreaza nervuri, si a ratei de uzura a electrozilor.
NOVIFORM 350S : 200 mm cursa verticala suplimentara
Designul special al axului de prelucare la NOVIFORM 350S include 200mm cursa verticala suplimentara, paralela cu axa Z
Întreaga unitate a axului de prelucrare poate fi poziționată într-o gamă de 200 mm, pentru a permite o mai bună ajustare a înălțimii de prelucrare în funcție de mărimea piesei. Miscarea în sus și în jos a capului arborelui motor este motorizată și este acționată prin intermediul butonului de comandă de pe panoul de comandă. l.
Cursa totala a axei Z este de 400 mm cu MAXIMUM 650 mm sub placa suport port-electrod.
Cursa de pozitionare suplimentara a Axului de prelucrare creste capacitatea de prelucrare a unei game mai largi de piese. Pozitionarea superioara a axului de prelucrarea permite, de asemena, lucrul cu un cap de orbitare.
SISTEM DE ORBITARE (optional)
Fiecare masina EDM cu electrod masiv NOVIFORM SMART poate fi echipata cu un cap de orbitare pentru ai i se mari puterea de prelucrare, precizia si calitatea suprafetei. Masinile EDM cu orbitare folosesc un singur electrod de la inceput pana la sfarsitul prelucrarii, astfel se elimina nevoia de a folosi doi electrozi: unul pentru prelucrare bruta si unul pentru finitie. Rezultatul este un castig de timp semnificativ cu operatiile de polisare si finitie deoarece peretii cavitatii sunt mentinuti neted si perpendicular pe parti, precum si mai putini bani cheltuiti pe electrozi.
Masina va ofera posibilitatea de a face o erodare pe axa Z cu miscari orbitale sau vectoriale pana cavitatea este realizata la dimensiunea dorita independent de dimensiunea electrodului. O erodare normala fara capul de orbitare necesitata cunoasterea precisa a curentului de taiare, prezenta unei spalari perfecte si folosirea mai multor electrozi - in general unul pentru erodare grosiera si unul sau doi electrozi pentru finitie- fara a fi garantat eliminarea conurilor. Aceeasi erodare pe o masina cu cap de orbitare se face cu mai putini electrozi - in general unul pentru erodare gosiera si unul pentru finitie.
Miscarea de orbitare (miscare radiala) sau cea vectoriala (miscarea unghiulara) a electrodului ofera conditii mai bune de spalare, elimina conicitatea pe peretii cavitatii si va permite sa controlati dimensiunea dorita. In timpul electroeroziunii, materialul este indepartat prin descarcarea electrica. Resturile(aschii topite si particule de electrod) se deplaseaza in sus pe peretii cavitatii creand o descarcare secundara care provoaca un efect conic pana cand parasesc cavitatea. Odata ce ajungeti la adancimea Z dorita, miscarea de orbitare sau vectoriala va permite sa indepartati conicitatea rezultata de aceasta descarcare secundara. Conul va fi indepartat folosind aceleasi setari utilizate pentru obtinerea cavitatii. Odata efectul de con indepartat, se continua orbitarea pana se atinge finitia dorita prin reducerea setarilor de putere. Mișcarea de orbitare sau vectorială creează, de asemenea, un vacuum prin aspirarea lichidului dielectric curat în spațiul gol și forțând iesirea aschiilor topite, ceea ce asigură o finisare mai bună.
Scopul unui model de orbitare este de a mari dimensiunea cavitatii finala, mentinand in acelasi timp controlul geometriei formate. Utilizarea unui model circular sau pătrat (2-axe) va afecta diferit forma cavității finale, astfel că alegerea unuia față de celălalt este strict dependentă de forma electrodului și cerințele de geometrie specifice ale piesei finale de lucru. Utilizarea unui model gresit de orbitare poate avea ca rezultat o dimensiune incorectă a razei sau o prelucrare plata nedorita în piesa finală.
!! Atunci cand Capul de Orbtiare este montat, distanta dintre placa portelectrod si masa este cu +-100/200 mm mai mica (depinde de model) !!
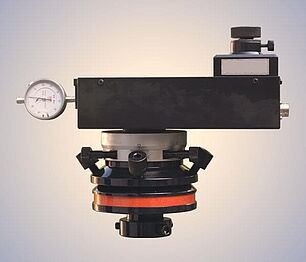
Cap de orbitare C
miscare de orbitare circulara
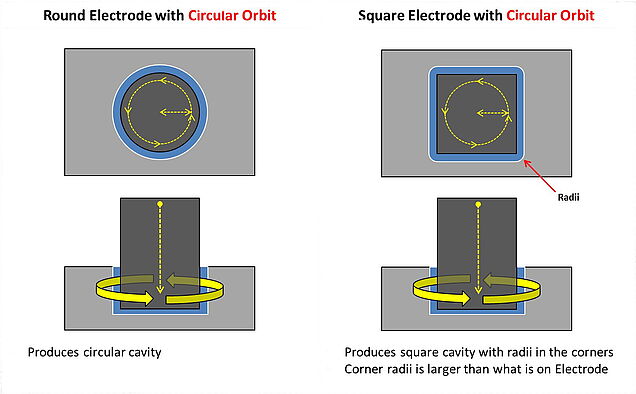
Model de orbitare circulara
- Greutatea maxima de incarcare: 50 Kg (25Kg for 250S)
- Valoarea maxima a translarii (mm): 2
- Precizia la revenirea pe 0 (mm): + 0.005
Modelul de orbitare circulara este cel mai frecvent utilizat. Acest model crește dimensiunea geometriei electrodului uniform pe toate dimensiunile, dar va mări dimensiunea oricărei raze interne. Atunci când se utilizează orbitarea circulară cu un electrod pătrat sau dreptunghiular, dimensiunea razelor interne produse în colțuri va fi mărită (Overburn + Orbit Amount).

Capul de orbitare XY
miscare vectoriala pe 2 axe
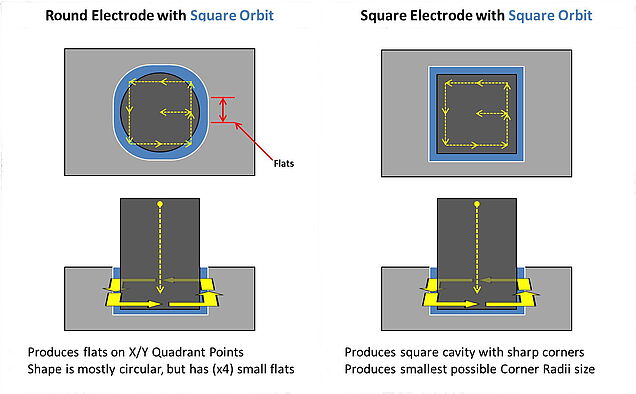
Miscarea de orbitare/vectoriala X-Y
Urmărire circulară, urmăre pătrat, latura pătrată, unghiul circumferențial arbitrar bisect continuu, simetric cu unghiuri arbitrare și unghiul arbitrar lateral
- Greutatea maxima de incarcare: 30KG
- Distanta de miscare XY: 0.001mm-3.0mm
- Precizia de miscare rectilinie: 0.01mm
Un model de orbitare pătrată mărește uniform geometria electrodului pe toate dimensiunile și va produce cele mai mici raze posibile ale colțului interior. Atunci când se utilizează o miscare de orbitare pătrată cu un electrod circular, vor fi produse (x4) aplatizari. Aceste aplatizari vor avea loc la punctele cvadrantului X / Y, iar dimensiunea aplatizarii va fi egală cu mărimea mărimii orbitei.
Din 05-2018 este disponibil un model imbunatit cu pasii de orientare de 5°
Masina meticulos fabricata
Control de calitate la standard ridicat
Rigiditatea si precizia sunt semne distinctive ale noilor utilaje NOVIFORM SMART. Metodele de ultimă oră au fost utilizate în dezvoltarea lor, în timp ce cele mai bune tehnici de prelucrare și asamblare moderne au intrat în construcția lor.
Fiecare masina este verificata cu ajutorul unui laser care verifica pozitionarea fiecarei axe pentru a se asigura ca respecta norma VDI 3441. De asemenea, fiecare masina trebuie sa respecte restrictiile conform normei ISO 230-4.
- Design compact cu bazinul de dielectric si generator electric integrat pentru prelucarea pieselor de dimensiuni mici si medii
- Pe axele X/Y sunt folosite suruburi cu bile de precizie pentru a mentine o transmisie usoara si precizie ridicata.
- Piesele de structura ale masinii sunt din fonta turnata si detensionate pentru a menține rigiditatea ridicată a mașinii fără a se îndoi.
- Masina este construita conform rezistenței la tracțiune, rezistență la compresiune și rigiditate.
- Avansul axei Z este controlat(ZNC)
- Design integral cu o amprenta la sol compacta
- Precision co-ordinate table with needle roller bearings on symmetric guideways
- Cap de lucru foarte precis cu pinola cu rulmenti cu role transversale pre-incarcate
- Doua usi, bazin mare de lucru pentru o usoara incarcare/descarcare a piesei de lucru
- Batiu masina rigid din fonta de inalta calitate
- Rigle de masura liniare pe toate axele pentru asigurarea contanta a preciziei de prelucrare
- Bazin dielectric integrat in structura masinii
- Lubrifiere centralizata manuala a ghidajelor mesei si a axului de prelucrare
- Servo drive pe axa Z pentru ajustari fine si stabilitate
- Operare intuitiva si usor de invatat
- Parametrii sunt introdusi direct din panoul de comanda si pot fi optimizati cu usurinta
- Pot fi introduse un total de 10 seturi cu pozitii si amperaje sau pasi de finitie
- Cuple de singuranta, incluzand standard detectorul pentru infrarosu si caldura
Download here your latest Catalogue of this machine!
Novick Catalogue download
Catalogue Noviform Smart
Affordable quality Die sinking machine for every tool- and workshop