
Additive Manufacturing Is Changing The Economics Of Manufacturing
Digital manufacturing is rapidly changing the fundamentals of how products are developed, scaled and manufactured. By digitizing traditional manufacturing methods, including injection molding and CNC machining, and leveraging newer technologies, like 3-D printing, the industrial internet of things (IIoT) and artificial intelligence (AI), companies are optimizing their supply chains, reducing development cycles, increasing efficiencies, and driving down costs. The Fourth Industrial Revolution continues to gain traction and is completely changing the economics of manufacturing, for those willing to embrace the change that is.
Digital manufacturing is enabled by multiple manufacturing methods, but one area that has really grown has been industrial 3-D printing. Over the past decade, additive manufacturing technologies have really grown from hobbyist applications to industrial-grade equipment capable of producing engineering-grade, end-use components.
Additive manufacturing not only enables the creation of new products but is also influencing design. For example, if an engineer had complete design freedom for a plastic injention mould, how might he or she design it to accomplish the cooling step and reduce overall costs for the manufactured product? Redesigning the interior channels to cool the plastic more effectively might enable them to make a smaller mould and reduce process and material costs. They might also look to 3-D printing to consolidate and reduce the number of components and individual processes involved in their creation. Therefore, the real benefit of additive is really in the design freedom and assembly reduction, which unlocks tremendous opportunities in designing what previously was just un-manufacturable.
Additive manufacturing (AM) of metal parts is a game-changer.
The technology is seeing an explosive growth and a very fast acceptance across many industries.
But this new technology comes also with some limitations and problems, specific and most in post processing.
Everybody is concentrated on making the parts, but many forget that when the parts are printed, then the most of problems appear.
When your metal part is done 3D printing,
you just pull it out of the machine and start using it, right?
Not even close!!

A metal additive manufacturing (AM) part is essentially “welded” to the build plate, and you will not be able to pull it off without some assistance. Even then, the AM part will need postprocessing before it is ready to use.
We have solved now one big problem with our Novicut-M-AM-3D wire cutting machine:
We part the base plate from the workpieces in an optimal way, like never done before!
Why the Build Plate or building platform Matters in 3D metal printing?
The build plate is arguably one of the most important parts of any 3D metal printer (SLM, DMLS,BMD,EBM, ...), as you can’t very well print without it. They come in many variations, depending of the maker of the 3D metal printer, with different surfaces and materials made of, different thermal characteristics, differnt dimensions and price tags.
In short, the build plate is a flat surface that printed objects will stick to during a print. Without this, your printer would need some sort of stasis field to hold a print in place while your printer fabricates objects in midair. As cool as that sounds, that sort of technology doesn’t exist yet (unfortunately), so we’re all stuck printing on metal
The primary function of a build plate is to provide a perfectly (or almost perfectly) flat surface for the bottom layer of your print. The second function is usually to provide an adhesive surface for the melted metal to form a “temporary” bond with during a print, or a surface onto which an adhesive can be applied. This "tempory" bond seems never to be "temporary" which becomes a real nightmare for every 3d metal printing company.
How to remove my parts from the base plate is the ultimate question, as the "tempory" bond is nothing else than that the building up base plate and the parts are welded together and became one.
Here comes in our Novicut-M3D AM with a complete new concept build on a proven standard machine from which have been delivered thousend worldwide! Our modifications done on the machine in Europe to suit 100% for this Additive manufacturing segment of the industry, gives brilliant results which let every enduser save huge amounts of money, huge amounts of time and lower drastically the initial investment.
Additive Manufacturing - Additive layer Manufacturing
AM - ALM - 3D printing
Additive manufacturing, also known as 3D printing, is currently on the top of a new industrial revolution. The technology allows us to make customized products in manufacturing as neither tools nor molds are required. This is a one-step process of fully functional designs, so there is no need of assembly work. The end result is lower expenses for the customers.
Fast growing industry, which is quickly becoming one of the driving force, that is why the list of possible 3D printed items keeps growing every day. All metall 3D printed items need to be post processed after the production process, but first they need to be parted from the build-up baseplate. Cutting of the printed parts from the base plate is still a problem for most of the companies.
With our NOvicut-M AM3D we solve this problem once and forever. Reliable and proven technology of molybdenum wire cutting implemented to specific AM cutting gives axcellent and VERY economical results. The great cost reduction in your AM process plus the increased output at affordable cost will boost your profit drastically to higher levels.
With our extensive know-how and product range, we at Novick Europe can offer you a wide array of solutions for your cutting-off problem. Affordable, reliable, proven and very economical.
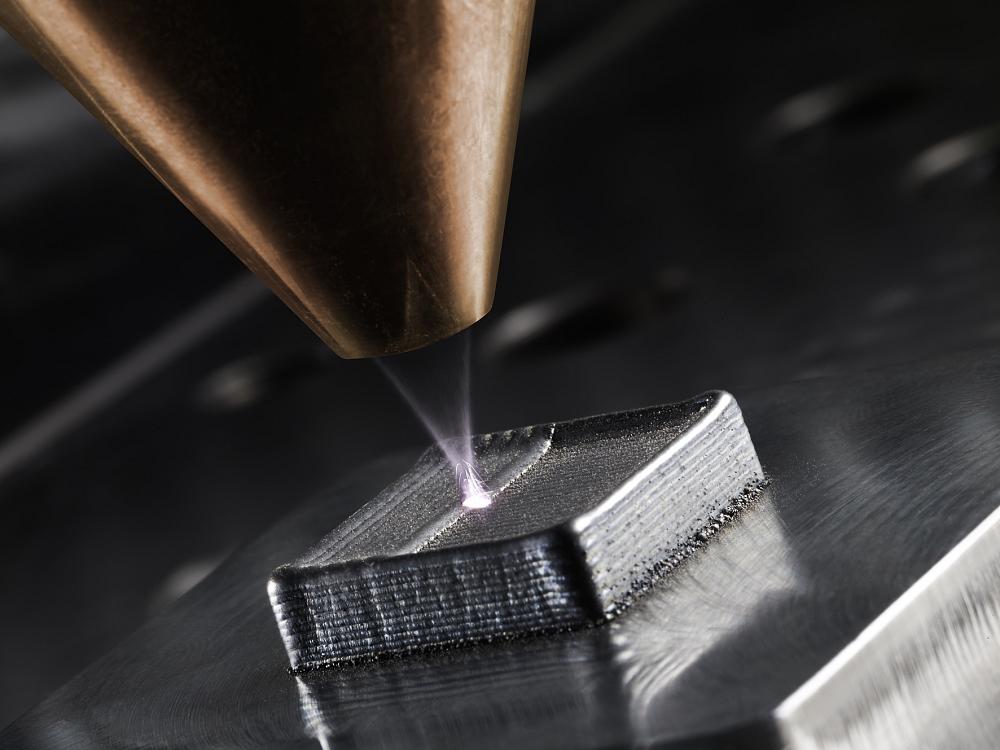
The vast majority of metal printers in use today are based on powder bed fusion technology in which a layer of fine metal powder is spread across a machine bed. The selected regions of the powder layer are then fused to the layer beneath them and the process repeats layer by layer, until the entire part is built within the powder bed. By exception that the first layer is fused (welded) to the base plate and forms one piece with it! Later the parts have to be cut off from the base plate.
The melting is typically done with a high-power laser.
With that background, here is some industry insider insight: Common acronyms, including direct metal laser sintering (DMLS), selective laser melting (SLM), direct metal laser melting (DMLM), and laser cusing all refer to the same process. Competing equipment suppliers use lasers and the same basic melting process, and the only difference is most of the time the marketing behind the name.
So if industry competitors use the same lasers and same technology, how do you compare them?
That’s where things get interesting. The major differences are how machines are designed and operated.
But all use a metal base plate !
One of the most basic considerations before a technician prints a 3D part is how subsequent processes are affected by early workholding decisions.
As manufacturers accept and implement new technologies into their operations, downstream processes often need to be adjusted to accommodate the type of work that then comes down the pipeline. One example is additive manufacturing or 3D printing. While many of the first commercial 3D parts were for specialty aerospace and medical applications, the technology slowly but surely has crept into much broader manufacturing settings, including the mold and die industries. Because of the unprecedented nature of 3D printing, these adjustments touch all areas of machining processes.
Workholding
One of the most basic considerations before a technician prints a 3D part is how subsequent processes are affected by early workholding decisions. One factor that complicates these decisions is the great variance in 3D printers. Some additive machine manufacturers come from the machine-tool world and have quickly leveraged that experience to provide easy solutions just as they would with a traditional CNC machine. Conversely, those that have led innovation specifically in 3D printing often have less experience with questions pertaining to workholding and so may require more ingenuity to strategize secondary operations.
Naturally, one trend that is taking root quickly is for traditional tooling suppliers to partner with original equipment manufacturers (OEMs) for machines to provide integrated solutions. With validated systems at the OEM level, it is possible for tooling manufacturers to make the secondary operations just a little less laborious. Alternatively, for machinery without an established tooling solution, it may be possible to produce tombstones or other custom fixtures to expedite the setup process, though these would be less transferable from one operation to the next. For example, a part that requires both wire EDM removal and sinker EDM finishing likely would not be able to use a tombstone for both.
Moreover, operators should be aware that because 3D printing is not a perfectly accurate process, virtually all applications would still benefit from the inclusion of reference or datum surfaces for more accurate pickups.
Shops that plan to take on more additive work may wish to consider machinery that is suited more specifically for this application, as the requirements of an additive part can be quite different.
Additionally, many shops would benefit from reviewing machine specifications in regard to the type of work that they do. Shops that plan to take on more additive work may want to consider machinery that is suited more specifically for this application, as the requirements of an additive part can be quite differently than other processes. Often, wire-EDM work on an additive part is limited to the removal of supports or of a baseplate, meaning that the goal is no longer fine finishing or extreme precision but capacity, cutting speed and reliability under unfavorable conditions.
This change has put equipment manufacturers in a somewhat difficult predicament, as they design around very different specifications than those that the additive market demands. As additive applications continue to grow in size at a fairly rapid pace, the Z height required to machine these parts with EDM also continues to increase.
And yet, while this application does not necessarily require an extreme surface finish and micron accuracy, the only machines capable of accommodating these large workpieces are often the premium, large-capacity models in the EDM lineup. These premium very expensive models tend to offer many capabilities that, while impressive, are not strictly necessary for the application at hand, and thus add unnecessary cost.
Moving forward, Novick developped low cost models that target the additive marketplace more adequately, with low investment cost, low wire consumption cost, with fast cutting speeds, few wire breakage and large capacity but without advanced technology for six-, seven- or eight-pass finishes. These machines will be a much better fit for the type of additive work that looms on the horizon without breaking the bank.
DMLS, Direct Metal Laser Sintering, Rapid Prototyping, Metal powder bed fusion, SLS, Selective Laser Sintering, SLM, selective laser Melting, DMP, Direct metal printing, DIRECT METAL PRINTERS (DMP), FUSED DEPOSITION MODELING (FDM) PRINTERS, LARGE PLATFORM FUSED DEPOSITION MODELING PRINTERS, SELECTIVE LASER SINTERING (SLS), metal 3d printing, 3d metal printing, metal am, metal additive manufacturing, 3d additive manufacturing, EBM, electron beam melting, cuttof base plate, cut off metal support structures, laser cusing, 3D Metal Melting, metallic 3D printing (M3DP), Laser Wire 3D Printing, metallic 3D printing (M3DP), M3DP, wire and arc additive manufacturing (WAAM), WAAM, AM technology, metal AM, metal additive manufacturing (MAM), Directed Energy Deposition (DED) , Laser Metal Deposition (LMD), directed energy deposition (DED), powder-bed fusion (PBF), Joule Printing, Metal 3D Printing, Laser Metal 3D Printing, Large Additive Subtractive Integrated Modular Machine, FDM - Fused Deposition Modelling, Laser Beam Powder Bed Melting, LBM , Laser Beam Melting,